
Стратегия и тактика
От чего зависит скорость мокика (мотоцикла, мопеда)? Во - первых - от мощности его двигателя, во - вторых - от его массы. Есть ещё и параметры давления в шинах, состояние тормозов (отсутствие подтормаживания) и т. д. Приняв массу мокика постоянной и решив для себя, что все системы исправны, получается, что решающую роль в его динамических характеристиках играет мощность его двигателя. Как же увеличить мощность двигателя мокика? Есть два пути. Первый путь - увеличение рабочего объёма цилиндра, достигается расточкой гильзы и установкой поршня большего диаметра (например, от мотоблока "Крот"). В этом случае есть риск испортить гильзу, так как толщина стенок оказывается запредельно малой. Немного увеличить объём можно, расточив цилиндр до второго ремонтного размера и использовать при этом соответствующие ремонтные поршень и кольца. Операция для двигателя безболезненна, но и увеличение мощности особо не ощутимо. Второй способ, открывающий значительно большие возможности - интенсификация рабочего процесса, то есть за один такт двигателя необходимо(для двухтактного двигателя): 1 - Подать большее количество топливной смеси в картер, 2 - Обеспечить этой топливной смеси по - возможности беспрепятственный проход в цилиндр и сократить до минимума её выброс в выпускное окно, 3 - Создать большее давление на поршень в процессе рабочего хода, 4 - Улучшить выпуск выхлопных газов, 5 - Уменьшить инерционные силы, действующие на кривошипно - шатунный механизм и улучшить смазку трущихся деталей. Итак, берём за основу двигатель V - 50 (V-501M), и :1. Чем больше, тем лучше (и насколько больше?) Как подать в картер больше топливной смеси? Первое - расточка впускного окна. На стандартных Шяуляйских моторах форма впускного окна может быть либо как на рис. 1. или как у Ш-57 - 58, либо как у Ш - 62 - V - 50. Во всех случаях гильза цилиндра перекрывает нижнюю кромку окна, что создаёт завихрения на впуске. Вывод напрашивается сам -сточить её. Завихрения исчезнут и, самое главное, расширится фаза впуска, то есть окно будет большее время открыто и большее количество топливной смеси поступит в картер.

Рис 1. Впускные окна в стандартных цилиндрах
Щяуляйских двигателей.
В некоторых цилиндрах гильза ещё и смещена относительно рубашки
воздушного охлаждения и перекрывает окна с боков (рис. 2). Нагрев рубашку
примерно до 300 градусов и закрепив её, можно повернуть гильзу относительно
её (коэффициент термического расширения у алюминия выше, чем у чугунной гильзы,
и рубашка охлаждения расширится при нагреве больше ). Если смещение небольшое
(до 0,5 мм), можно просто его сточить.
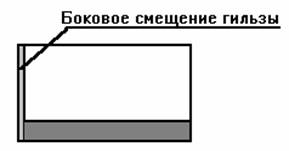
Рис. 2. Впускное окно с боковым смещением гильзы.
После расточки и подравнивания выпускного окна необходимо зашлифовать
и заполировать внутреннюю поверхность окна. Не надо делать ни с боков, ни,
самое главное, в нижней части окна никаких скосов и фасок на гильзе. Края
гильзы должны чётко отсекать фазу впуска. Размеры впускного окна (по гильзе
) приведены на рис. 3.
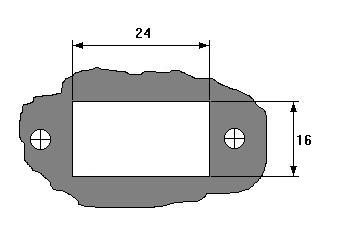
Рис. 3. Размеры впускного окна (гильза).
Далее - доработка переходного фланца и карбюратора. Отверстие
в переходном фланце растачивается до диаметра 21 мм., далее - его шлифовка
и полировка. Карбюратор дорабатывается в зависимости от того, что кому надо
- или ровная тяга на низах или визг верхов. Если кто - то выбрал первое, то
можно ограничиться стачиванием стержня - распылителя в диффузоре карбюратора
К-60 В и удалением воздушной заслонки (она рассекает поток воздуха на входе).
Также нужно расточить выходное отверстие карбюратора до диаметра расточенного
переходного фланца, то есть до 21 мм (рис. 4). Это создаёт повышенную разность
давлений и большее разрежение в диффузоре. Поверхности внутри карбюратора
должны быть заполированы.

Рис.4. Доработанный выпуск карбюратора (разрез).
Тем же, кто хочет услышать и визг верхов, придётся поработать
побольше. Надо расточить диффузор карбюратора до диаметра 16 мм. и выше. Расточка
до 16 мм совершенно безболезненна для карбюратора типа К-60 В, необходимо
только поставить жиклёр большей производительности - 100 вместо 65 - 70 стандартных.
Для 16 - мм - расточки можно воспользоваться сверлом на 15, 5 мм. Лучше делать
расточку вручную, зажав сверло в тисках и вращая вокруг него карбюратор. Рассверливать
нужно со стороны выходного отверстия карбюратора. После рассверливания необходимо
довести поверхность карбюратора до нужного диаметра и улучшить чистоту поверхности.
Для этого берётся ручная развёртка на 16 мм и операция повторяется. Дальнейшая
расточка карбюратора приводит к запредельному уменьшению толщины его стенок
и возможен их прорыв - больше 17, 5 мм - не получится. Если стенка всё - таки
прорвалась, то можно отремонтировать карбюратор холодной сваркой (ABRO Steel
или HG - Quick Steel), "обварив" его по периметру. На этом предварительную
доработку впускного тракта можно считать завершённой. И далее:
Designed by Ernest®